Alcomex travaille pour les ressorts de porte avec les qualités SH et DH (à charge statique ou dynamique élevée) selon EN 10270-1, toutefois à la différence que les valeurs reprises dans EN 10270-1 ont valeur de limite inférieure. EN 10270-1/2/3 divise les désignations de types d’acier de 3 manières:
Groupe 1: types d’acier désignés sur base de leur utilisation et des propriétés mécaniques et physiques.
Groupe 2: types d’aciers désignés sur base de leur composition chimiques.
Groupe 3: matériaux résistants à la corrosion (RVS)

Pour les ressorts industriels, nous disposons de manière standard des qualités de fil suivantes, dans les épaisseurs de fil les plus courantes:
| Matériau | Numéro de matériau | Plage de température normale |
|---|---|---|
| Acier au carbone (C75, C85, C100) | 1.1200 / 1.1248 / 1.1269 / 1.1274 | [Temp -40°C à +120°C] |
| Acier inoxydable (301, 316, 17-7 PH) | 1.4310 / 1.4401 / 1.4568 | [Temp -150°C à +250°C] |
| Inconel (X750, 718, 625, 600) | 2.4669 / 2.4668 / 2.4856 / 2.4816 | [Temp -200°C à +550°C] |
| Hastelloy (C4, C276) | 2.4610 / 2.4819 | [Temp -100°C à +500°C] |
| MP35N | Implantable dans le corps | [Temp -200°C à +320°C] |
| Cuivre au Béryllium | 2.1247 | [Temp -190°C à +160°C] |
| Bronze phosphoreux | 2.1020 | [Temp -190°C à +80°C] |
| Laiton | 2.0321 | [Temp -190°C à +120°C] |
Lors de l’analyse de l’application, on prend en compte l’application dans laquelle le ressort va être utilisé. Il se peut que l’environnement de fonctionnement soit si corrosif que certains matériaux sont tout simplement la solution.
Comme alternative à un matériau onéreux, on choisit souvent de rendre le fil/ressort apte à l’application à l’aide d’un traitement de surface. Les traitements de surface les plus fréquents sont : la galvanisation, le phosphatage, le nickelage, le chromage, le thermolaquage, l’étamage et l’argenture/dorure. Tous ces traitements de surface ajoutent des propriétés spécifiques au ressort, ce qui augmente leur durée de vie, sans influer négativement sur les propriétés mécaniques.
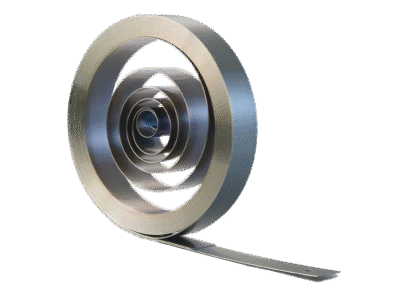
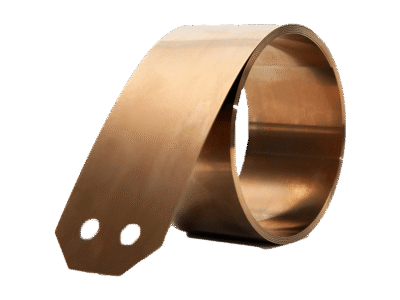
La force maximale qu’un ressort en spirale peut fournir est principalement déterminée par l’épaisseur (plus la force de traction correspondante) du fil et par le diamètre des enroulements. La taille de la course maximale et du tarage de ressort correspondant peuvent être influencés en augmentant le nombre d’enroulements, ou en les diminuant pour obtenir l’effet inverse.
Tarage de ressort: c=∆F/∆f=(G * d^4)/(8 * Dm^3* n)
Résilience: F=c*f=(G * d^4* f)/(8 * Dm^3* n)
Plus d’informations sur les formules (cliquez sur la flèche):
L’emploi d’un autre matériau dans les applications coûteuses est souvent trop cher parce que des matériaux plus « exotiques » sont seulement disponibles de manière limitée sous forme de fil ou de feuillards. Etant donné que la corrosion a un effet négatif sur l’épaisseur de fil (et donc leur action), une bonne connaissance de l’application et des différents traitements de surface sont une condition pour les ressorts fabriqués sur mesure.
L’application des traitements de surface n’est pas sans risque et si elle n’est pas bien réalisée, cela peut entraîner la fragilisation des matériaux. On appelle ce phénomène « fragilisation par l’hydrogène » et il se produit dans tous les cas où l’hydrogène peut se développer à la surface de l’acier. L’effet de la fragilisation par l’hydrogène su l’acier est que celui-ci se casse à une force de traction beaucoup plus faible qu’à la normale, malgré le fait que l’acier ait des valeurs de durabilité normales aux tests normaux de durée de vie. La fragilisation par l’hydrogène peut se produire lorsque les ressorts sont exposés à: des acides non-oxydés ou à un nettoyage et revêtement cathodique. Les ressorts à lames, qui sont durcis après avoir été formés, y sont sensibles.
Le risque de fragilisation diminue à mesure que la résistance à la traction et la dureté diminuent. D’ordinaire, une fragilisation apparaît pour un acier ayant une résistance à la traction < 1000 N/mm² ou une dureté < 30 Vickers. On peut éliminer la majeure partie de l’hydrogène avec un traitement thermique supplémentaire. L’épaisseur du matériau détermine la température et la durée de ce traitement thermique:
Epaisseur de matériau < 3 mm 170°C – 180°C 5 heures
Epaisseur de matériau < 12 mm 190°C – 210°C 4 heures
Réaliser des traitements de surface n’est pratiquement jamais sans risque. Alcomex réalise toujours ces traitements en concertation avec des partenaires spécialisés, afin de garantir la qualité de nos produits et solutions à ressort.